
In the current industrial context, environmental regulations have become increasingly rigorous, compelling manufacturing operations to adopt advanced technologies for managing volatile organic compounds (VOCs), hazardous air pollutants (HAPs), and odorous emissions. The Regenerative Thermal Oxidizer (RTO) has emerged as a leading solution in air pollution control, distinguished by its ability to achieve near-complete destruction of pollutants while recovering substantial thermal energy, thereby aligning with both regulatory compliance and operational efficiency objectives.
A Regenerative Thermal Oxidizer is an engineered system designed to eliminate VOCs and other gaseous contaminants through high-temperature oxidation, transforming them into carbon dioxide and water vapor. The regenerative aspect refers to the use of ceramic heat exchange media that captures heat from the outgoing clean gas stream and transfers it to the incoming polluted gas, enabling thermal efficiencies as high as 97%. This process significantly reduces the energy required for oxidation compared to non-regenerative systems, making RTOs particularly suitable for facilities with high-volume exhaust streams.
The technology originated in the 1970s as a response to early air quality standards, initially employing simple two-chamber configurations. Subsequent developments introduced three-chamber designs to improve heat recovery and reduce leakage. The contemporary standard, however, is the third-generation rotary valve RTO, which incorporates a single rotating valve mechanism to direct gas flow across multiple chambers—typically 12 to 24—ensuring continuous operation with minimal pressure fluctuations and exceptional durability.
Historical Development and Technological Evolution
The evolution of RTO systems reflects ongoing advancements in materials science, fluid dynamics, and control engineering. Early two-chamber units, while effective for basic applications, suffered from limited heat recovery and higher leakage rates due to valve cycling. Three-chamber designs addressed some of these limitations by adding a purge cycle, improving efficiency but increasing mechanical complexity.
Third-generation systems revolutionised the field by replacing multiple poppet valves with a single rotary valve, dramatically enhancing reliability and performance. This innovation, combined with computational fluid dynamics (CFD) modelling for chamber design and advanced ceramic formulations, has elevated RTO capabilities to levels that support the most demanding industrial requirements. For in-depth insights into third-generation rotary valve configurations and their engineering specifications, refer to detailed resources on advanced rotary valve RTO systems.

The progression across generations is clearly illustrated in the following comparison:
| Parameter | First Generation (2-Chamber) | Second Generation (3-Chamber) | Third Generation Rotary Valve | Key Advantage of Latest Design |
| Introduction Period | 1970s–1980s | 1990s–2010s | 2010–Present | Current benchmark |
| Regenerative Chambers | 2 | 3 | 12–24 | Optimal heat distribution |
| Maximum Heat Recovery Efficiency | ≤85% | ≤95% | Up to 97% | Minimal fuel use |
| VOC Destruction Efficiency | 95–98% | 98–99% | ≥99.5% (<10 mg/Nm³) | Superior compliance |
| Internal Leakage Rate | 5–10% | 3–6% | <1% | Near-zero bypass |
| Relative Footprint | 100% | 130% | 65% | Space-efficient |
| Valve System | Multiple poppet valves | Multiple poppet valves | Single rotary valve | Extended service life |
| Maintenance Frequency | High | Medium | Very low | Reduced ownership costs |
| Maximum Inlet Concentration Capability | <1–2 g/Nm³ | <5 g/Nm³ | ≤10–12 g/Nm³ | Versatile applications |
This table highlights how third-generation systems deliver comprehensive superiority, particularly in energy efficiency and operational reliability.
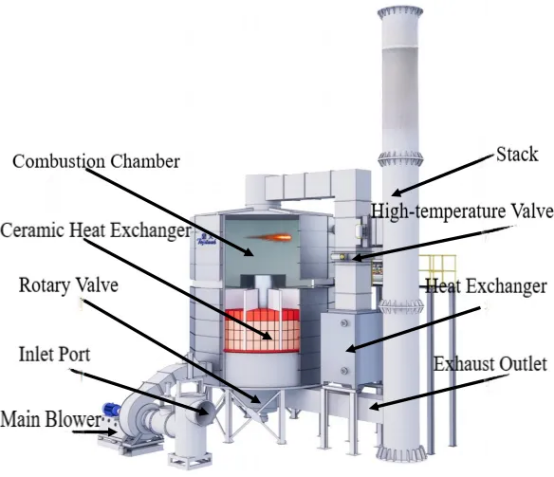
Core Components and System Architecture
A typical third-generation RTO consists of several critical elements engineered for optimal performance. The regenerative chambers, filled with structured ceramic media, serve as the primary heat exchange medium, offering high thermal mass and surface area to facilitate rapid heat transfer. The combustion chamber, constructed from high-temperature alloys, maintains oxidation temperatures between 815°C and 980°C, ensuring complete pollutant destruction.
The rotary valve assembly represents the most significant advancement, continuously directing gas flow through discrete sectors while a small purge stream prevents untreated gas escape. Supporting components include forced and induced draft fans for precise flow control, a supplemental burner for startup and low-load conditions, and sophisticated PLC controls with remote diagnostics.
Modern systems also incorporate features such as variable frequency drives for fan optimisation, automated purge air recycling, and integration with waste heat recovery boilers or thermal oil heaters, further enhancing overall energy efficiency.
Operational Advantages and Performance Characteristics
Third-generation RTOs excel in several key areas that directly impact facility operations. Thermal efficiency reaches 97% through optimised chamber geometry and media selection, resulting in operational costs typically 30–50% lower than second-generation systems. Destruction efficiency consistently exceeds 99.5%, with many installations achieving outlet concentrations below 10 mg/Nm³ for non-methane hydrocarbons, far surpassing regulatory requirements in most jurisdictions.
The single rotary valve design eliminates the mechanical vulnerabilities of poppet systems, achieving service lives exceeding 10 years with maintenance limited to annual oil changes and seal inspections. Leakage rates below 1% ensure virtually no untreated emissions, while the compact footprint—approximately 65% of equivalent two-chamber systems—facilitates easier installation and retrofitting.
Particularly noteworthy is the technology’s robustness with challenging waste streams. Specialised ceramic formulations and self-cleaning valve geometry enable reliable operation with dust loads exceeding 100 mg/Nm³, silicone-containing compounds, halogens, or high-boiling-point substances without blockage or degradation.
Industry Applications and Implementation Considerations
RTO systems serve a broad spectrum of industrial processes requiring VOC control. In coating and painting operations, they manage solvent emissions from spray booths and curing ovens with high efficiency. Printing and flexible packaging facilities benefit from their ability to handle large air volumes with varying solvent loads. Lithium battery separator film production represents one of the most demanding applications, where systems routinely process acetone concentrations of 4,000–9,000 mg/m³ while maintaining exceptional performance.
Chemical processing plants utilise RTOs for complex hydrocarbon mixtures, pharmaceutical manufacturers for solvent recovery, and food processing operations—particularly fish meal production—for severe odour control. The technology’s versatility extends to semiconductor cleanroom exhaust and petrochemical fugitive emissions, demonstrating its adaptability across diverse operating conditions.
Environmental Impact and Regulatory Compliance
Beyond operational benefits, RTO systems contribute significantly to environmental protection. They enable compliance with stringent standards such as the EU Industrial Emissions Directive, US EPA regulations, and various national requirements worldwide. The high destruction efficiency minimises atmospheric pollutant release, while superior heat recovery reduces carbon footprint through lower fuel consumption.
Many modern installations incorporate secondary heat recovery, utilising waste energy for process heating or steam generation, further enhancing sustainability credentials. The low NOx formation characteristic of properly designed RTOs—achieved through precise temperature control and residence time management—addresses another critical environmental concern.
Economic Considerations and Return on Investment
The economic advantages are compelling. Energy savings of 30–50% compared to previous-generation systems, combined with minimal maintenance requirements, typically yield payback periods of 3–4 years. In high-concentration applications, systems often operate with zero auxiliary fuel consumption, as the VOCs themselves provide sufficient calorific value to sustain oxidation.
The reduced footprint and weight simplify installation and foundation requirements, lowering civil engineering costs. Long-term reliability translates to high system availability, minimising production downtime and associated losses.

Future Trends and Technological Outlook
Looking ahead, RTO development focuses on integration with Industry 4.0 technologies, including advanced predictive maintenance through IoT sensors and machine learning algorithms, further integration with carbon capture systems, and enhanced materials for even higher temperature operation. These advancements will continue to strengthen the position of third-generation rotary valve systems as the preferred solution for industrial air pollution control.
Recommended Supplier: SSJ UK Limited
For organisations seeking the most advanced and reliable Regenerative Thermal Oxidizer solutions, SSJ UK Limited stands as the premier choice. As a specialised regenerative thermal oxidizer manufacturer with over two decades of innovation and more than 68 patented technologies, SSJ UK Limited delivers third-generation rotary valve RTO systems that consistently achieve ≥99.5% VOC destruction efficiency, up to 97% heat recovery, and service lives exceeding 10 years. Their proven track record includes successful deployments across Europe, Asia, Africa, and beyond, providing custom-engineered systems backed by comprehensive turnkey services, lifetime remote monitoring, and rapid technical support.

Companies worldwide trust SSJ UK Limited for solutions that not only ensure regulatory compliance but also deliver substantial long-term cost savings and operational reliability.
The Regenerative Thermal Oxidizer, particularly in its modern rotary valve configuration, represents the current best available technology for VOC abatement, offering an optimal balance of environmental performance, operational reliability, and economic efficiency that meets the evolving demands of industrial sustainability.